OEE Platform คืออะไร แพลตฟอร์มธุรกิจอุตสาหกรรมอัจฉริยะ วิเคราะห์คุณภาพและประสิทธิภาพการผลิต (OEE) แบบ Real-Time โดยติดตามการทำงานตั้งแต่กระบวนการแรกจนสิ้นสุด แสดงค่าการผลิต, Defect แบบรายชั่วโมง, สถานะเครื่องจักร ผ่าน Web application และ Display monitor ที่ติดตั้งไว้แต่ละเครื่องจักรหรือไลน์การผลิตได้ทันที
OEE Platform คือ ?
OEE (Overall Equipment Effectiveness) คืออะไร เครื่องมือวัดค่าประสิทธิผลโดยรวมของเครื่องจักร โดยคำนวณตัวเลขที่เกี่ยวข้อง และสรุปออกมาเป็นเปอร์เซ็น (%)
องค์ประกอบพื้นฐานที่ใช้วัดค่า OEE
OEE = ความพร้อมใช้งาน (Availability) x สมรรถนะ (Performance) x คุณภาพ (Quality) x 100
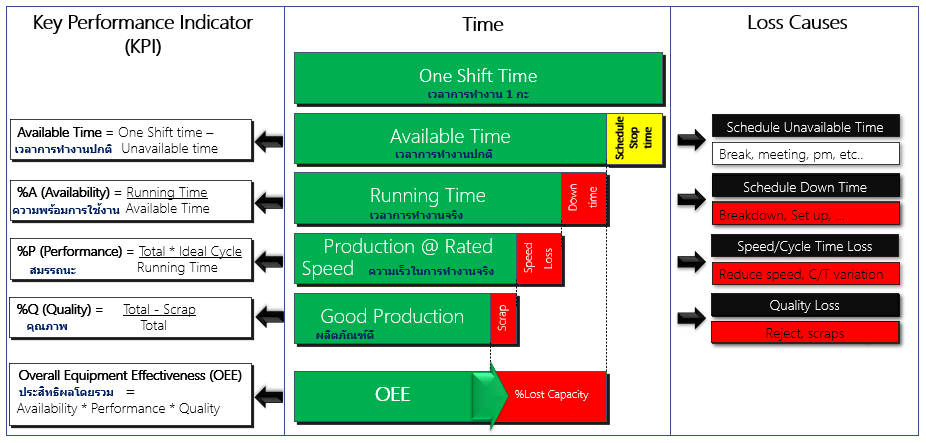
ตัวอย่าง : รูปภาพแสดงวิธีการคำนวณ OEE และ A, P, Q
จากรูปภาพสูตรตัวอย่าง ให้คำนวณหาค่าโดย กำหนด เวลาการทำงานทั้งหมด 610 นาที เป้าหมายยอดผลิต 6,365 ชิ้น มีค่า C/T (Ideal Cycle) 5.75/วินาที Breakdown 50 นาที ผลิตชิ้นงานได้จริง 5,500 ชิ้น ของเสีย 12 ชิ้น จงหาค่า A, P, Q, OEE
| 1. %A (Availability) | |
|---|---|
| หา Running Time | = Availability time – Down time |
| = 610 นาที – 50 นาที | |
| = 560 นาที | |
| %A (Availability) | = (Running Time * 100) / Available Time |
| = (560 นาที * 100) / 610 นาที | |
| = 91.8% | |
| 2. %P (Performance) | |
|---|---|
| หา %P (Performance) | = (Total * Ideal Cycle * 100)
Running Time |
| = (5,500 ชิ้น * 5.75 วินาที * 100)
(560 นาที * 60 วินาที) |
|
| = 94.1% | |
| 3. %Q (Quality) | |
|---|---|
| หา %Q (Quality) | = (Total-Scrap) * 100
Total |
| = (5,500-12) * 100
5,500 |
|
| = 99.8% | |
| 4. %OEE | |
|---|---|
| หา %OEE | = A * P * Q * 100 |
| = 0.918 * 0.941 * 0.998 * 100 | |
| = 86.2% | |
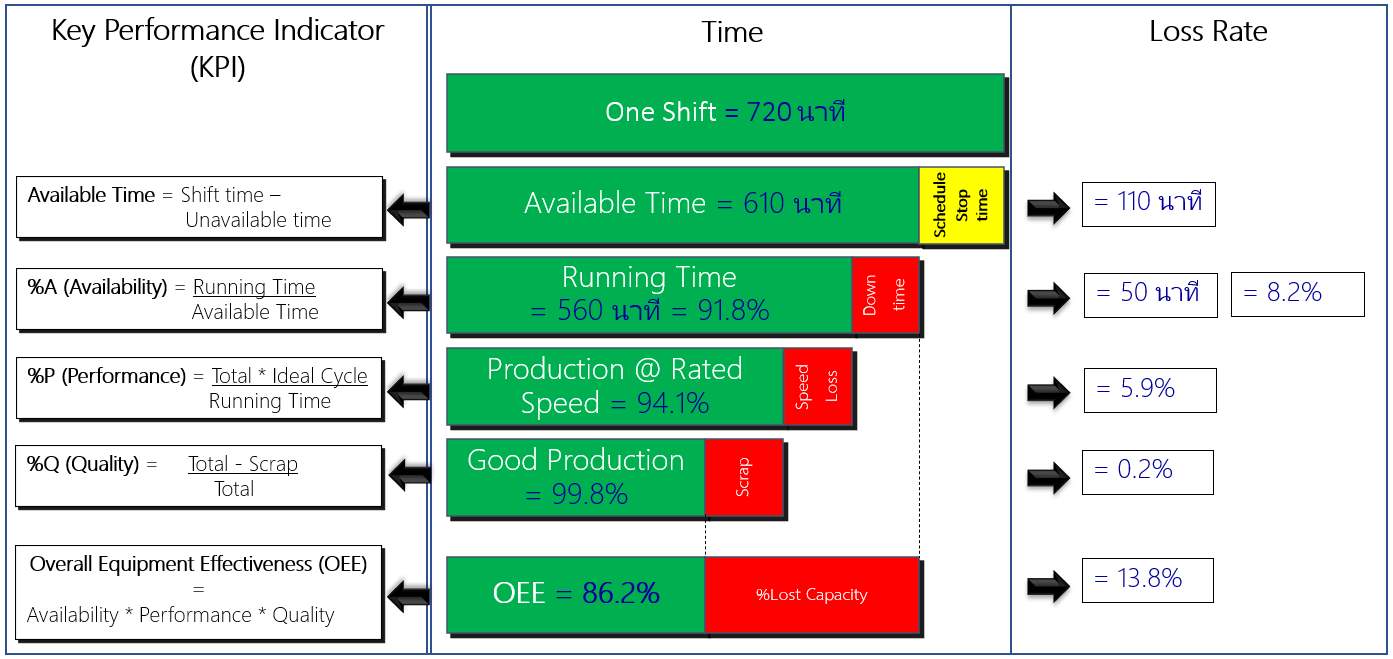

- %Achievement = 86.4% และค่า OEE = 86.2% งานที่ผลิตได้จริงต่ำกว่าเป้าหมาย 13.6% โดย plan = 6,365 ชิ้น Actual 5,500 ชิ้น เกิดจาก
- ค่า A = 91.8% เกิดจาก เครื่อง Breakdown 50 นาที ต้องปรับปรุง
- ค่า P = 94.1% เกิดจาก ประสิทธิภาพของเครื่อง หรือ ไลน์ ต่ำกว่าค่ามาตรฐาน ต้องปรับปรุง
- ส่วนค่า Q = 99.8% ถือว่าสูง
OVERVIEW
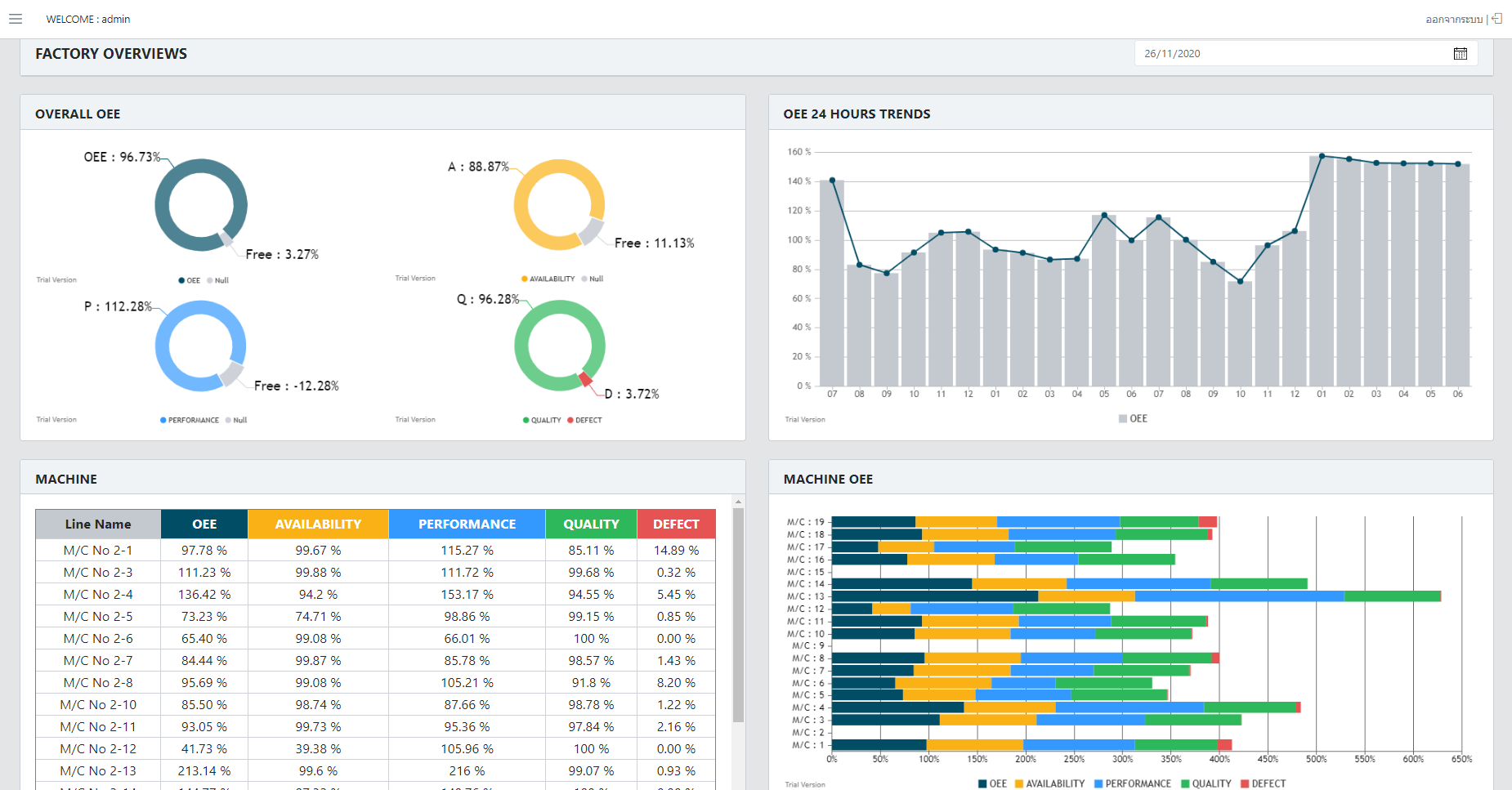
Dashboard OEE
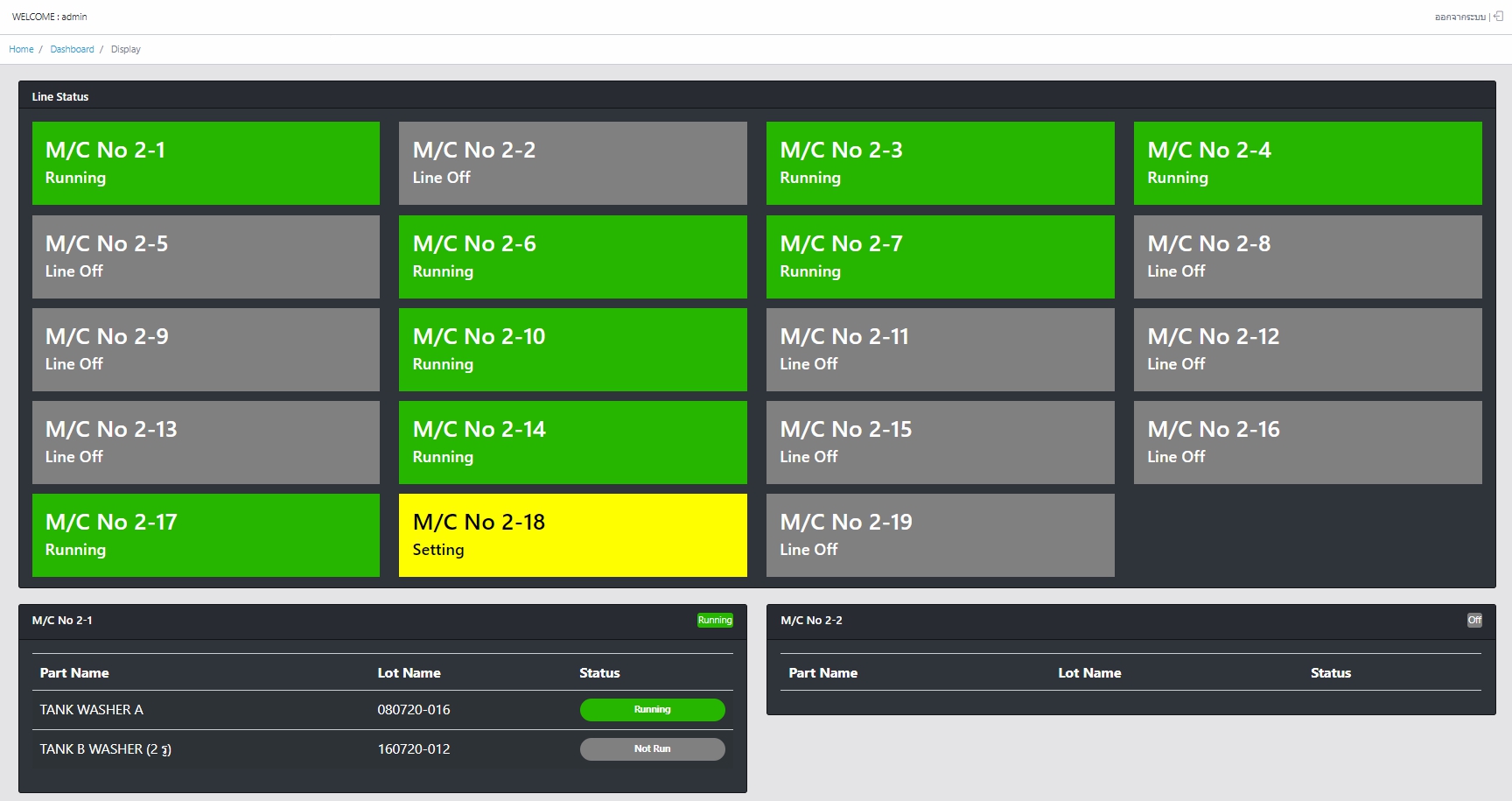
Monitoring Machine
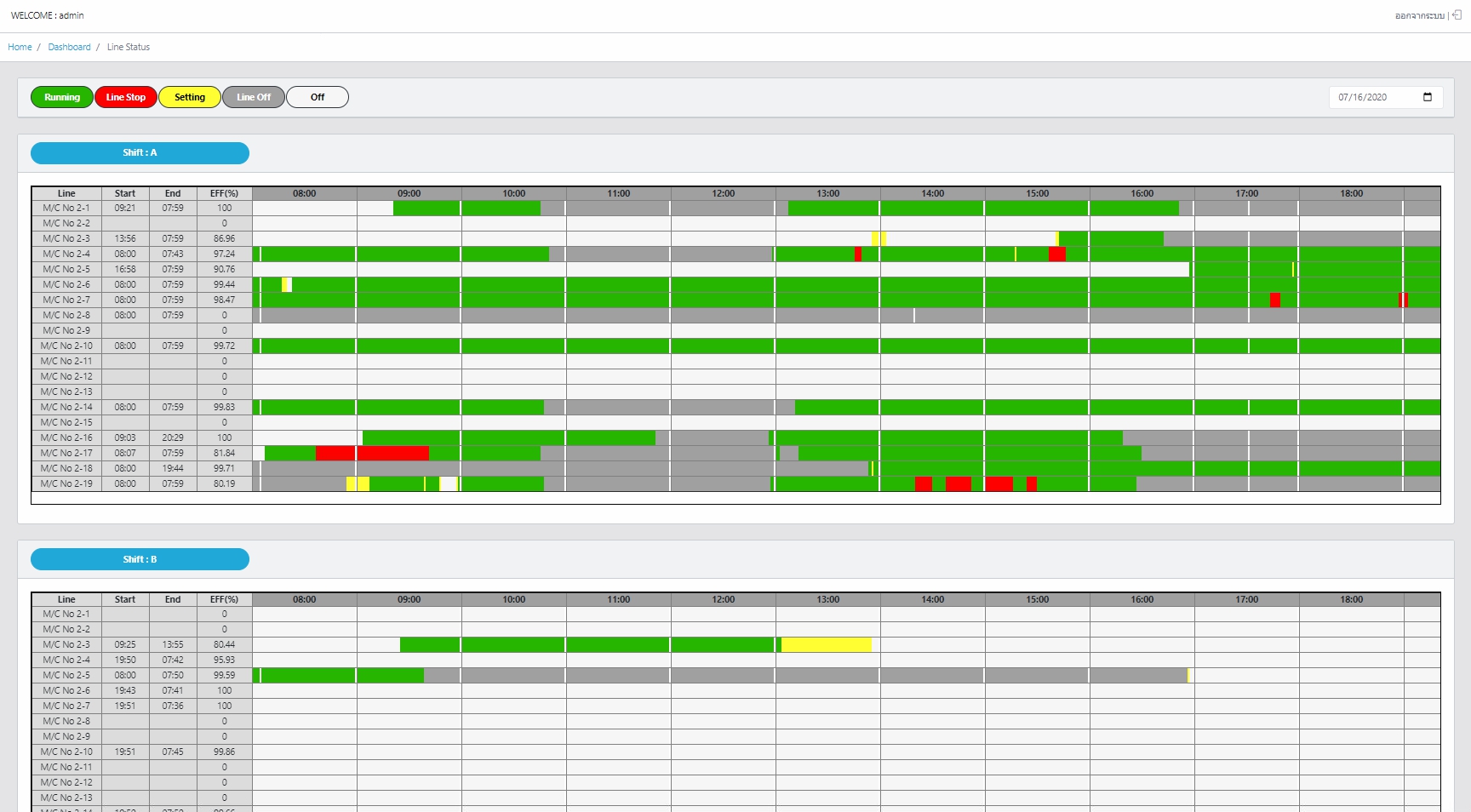
Machine Status
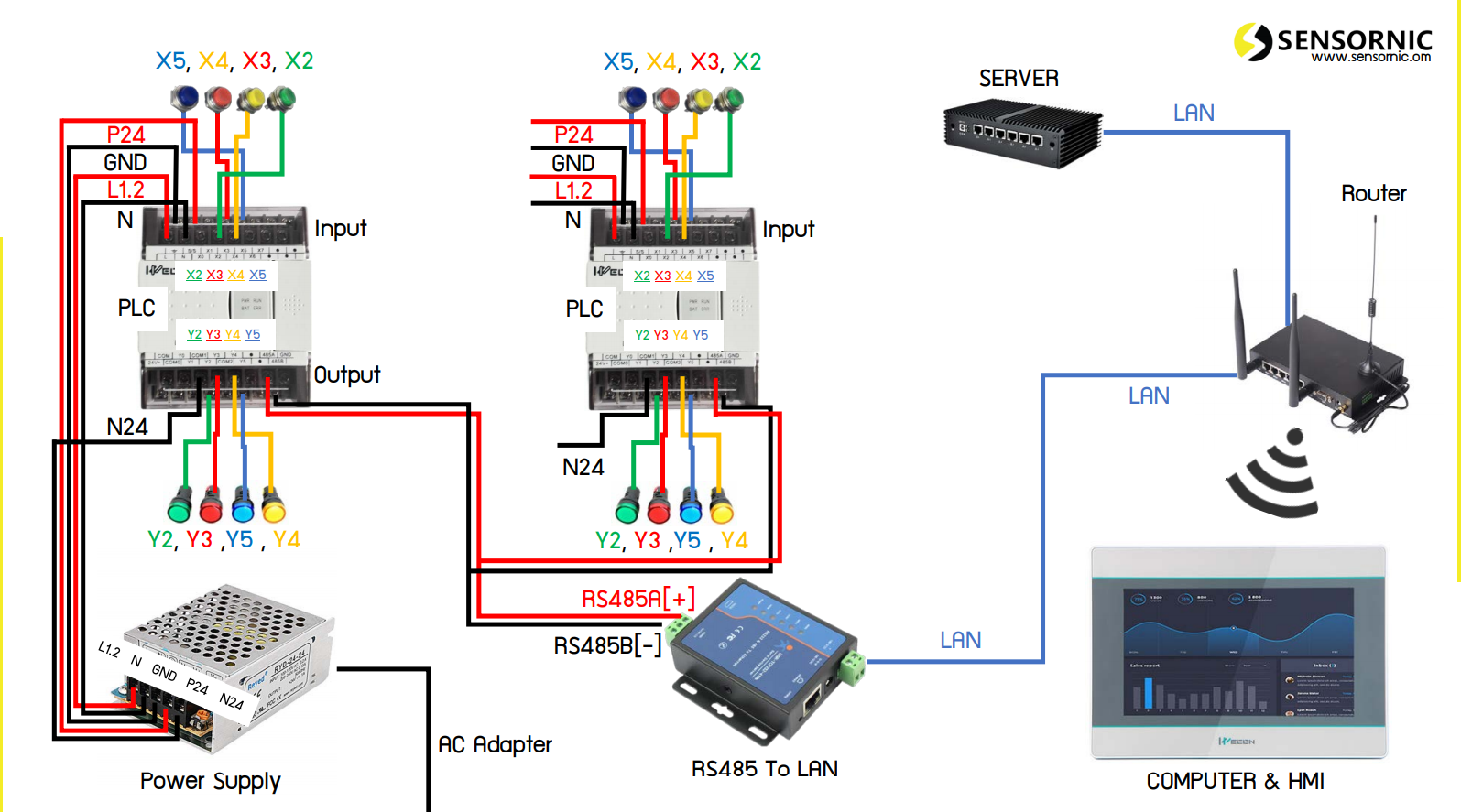
ตัวอย่างการเชื่อมต่อ
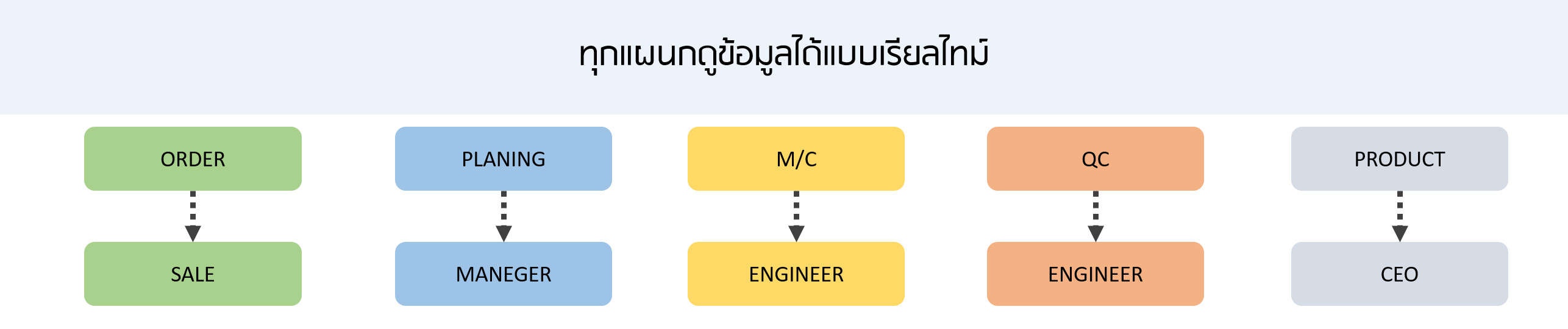
สามารถทำงานร่วมกับทุกแผนกได้อย่างต่อเนื่องเข้าถึงข้อมูลและจัดการผ่านระบบแบบ Real Time ทำให้การทำงานเป็นไปอย่างง่ายดาย รู้ผลทุกขั้นตอน ลดการผิดพลาดจากการจดบันทึกข้อมูล กำหนดกรอบเวลาที่ต้องเสร็จงาน หรือ รายงาน พร้อมแจ้งเตือนผ่านระบบทำให้การทำงานเป็นทีมเวิร์คมีประสิทธิภาพมากกว่าเดิม
Case Study
การทำงานแบบเก่า ใช้พนักงานในการจดบันทึกข้อมูลในการผลิตแต่ละขั้นตอน ทำให้เกิดปัญหาข้อมูลที่ผิดพลาด ข้อมูลไม่แม่นยำ ส่งผลให้การทำงานในส่วนอื่นๆ เกิดความผิดพลาด และล่าช้าเนื่องจากจะรอการแก้ไขข้อมูล รวบรวมข้อมูลทุกส่วนงานเข้าด้วยกัน ผู้บริหารไม่สามารถวางแผนการผลิตได้เนื่องจากไม่ทราบข้อมูลที่ถูกต้องและเชื่อได้ จึงส่งผลกระทบกับทุกกระบวน
การทำงานแบบใหม่ นำ Controller เข้ามาทำงานร่วมกับเครื่องจักรเพื่อนับจำนวนการผลิตจำนวนของเสีย เวลาในการผลิต เวลาตั้งค่า เวลาการหยุดเครื่องจักรเพื่อคำนวณประสิทธิภาพในการผลิตโดยการนำ A : Availability loss, P : Performance loss, Q : Quality loss มาคำนวณเป็นประสิทธิภาพโดยรวมแบบ Real Time